Basics
Selecting tubing for a rack is an important first step in building a rack. The number of options is fairly limited based on weight and the accepted standards to work with things like pannier hooks. Selecting tubing sizes will also help you decide which bender to buy.
The three basic outside diameters to choose from are: 3/8″ (about 10mm), 5/16″ (about 8mm), and 1/4″ (about 6mm). There are two wall thicknesses that I’ve worked with: 0.028″ (about 0.7mm) and 0.035″ (about 0.9mm).
I made this spreadsheet to help figure it all out. For these three sizes of tubing and two wall thicknesses it provides the weight of a foot of tubing and the deflection when there is 10 pound load on a cantilevered beam. That second measurement isn’t specifically useful by itself, but it gives an idea of the stiffness of the tubing. I hope that I got the deflection math correct, I didn’t do a test to verify it.
| Name |
Outside Diameter (inches) |
Wall Thickness (inches) |
Inside Diameter (inches) |
Weight of one foot tube (oz) |
Deflection of one foot tube (inches) |
| 3/8 x 0.035 |
0.375 |
0.035 |
0.305 |
2.0357 |
0.3552 |
| 3/8 x 0.028 |
0.375 |
0.028 |
0.319 |
1.6621 |
0.4194 |
| 5/16 x 0.035 |
0.3125 |
0.035 |
0.2425 |
1.6615 |
0.6500 |
| 5/16 x 0.028 |
0.3125 |
0.028 |
0.2565 |
1.3627 |
0.7586 |
| 1/4 x 0.035 |
0.25 |
0.035 |
0.18 |
1.2873 |
1.3831 |
| 1/4 x 0.028 |
0.25 |
0.028 |
0.194 |
1.0633 |
1.5868 |
There are some interesting properties to note:
-
The 0.035″ wall thickness tube of one size is close to the weight of the 0.028″ wall thickness tube of the next size up.
-
Outside diameter has a bigger influence on stiffness than the wall thickness, but both matter.
-
1/4″ OD tubing slips nicely into 5/16 x 0.35 tubing, and 5/16″ OD tubing slips nicely into 3/8 x 0.028 tubing. This is very handy to know when you are splicing two sections of tubing together.
-
The heaviest tubing is over 4x stiffer than the lightest tubing, but less than twice as heavy.
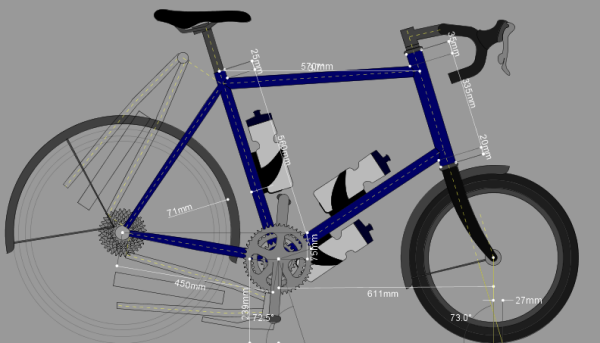
Handlebar Bag Rack
A handlebar bag rack is designed to support the bottom of a handlebar bag. It is smaller than the bottom of the bag. The bag isn’t tightly connected to it in most cases, so the rack doesn’t need to be designed for high lateral loads. They connect to the fork blades at the mid-point or higher, so there aren’t long unsupported beams. As a result of these design parameters they can be made with fairly lightweight tubing. So 1/4″ x 0.028″ tubing everywhere is probably enough. Some of the classic French racks are made with even smaller tubing (4mm outside diameter).
A standard sized handlebar bag rack has a platform of about 4×7″ or 5×7″. There is one cross member at the middle of the platform and two stays going to the fork blades. For a 5×7″ platform with 8″ stays this gives us a total of (5*2)+(7*2)+5+(8*2)=45 linear inches of material. There will be a little more for the backstop and fork crown mount.
Using 1/4″ tubing we can build the basic rack (no backstop, no fork crown mount) in 4oz of tubing. Using 3/8 x 0.035″ tubing the rack would weigh 7.5oz, a pretty large weight gain since we don’t need the stiffness. Going with 5/16″ only adds an ounce,so that isn’t too big of a deal (especially if you don’t have 1/4″ tubing or bender).
Porteur Rack
A porteur rack is a much larger platform rack that is designed to have the load strapped directly to the rack. The rack is expected to work with loads of 50lbs or even more. The stays on the rack usually connect directly to the fork dropouts,so there is a longer unsupported span (from the fork dropout to the front of the rack).
On these racks lateral stiffness is important. We can get some lateral stiffness from smart design (good triangulation), but we also need to get some of it from the metal. The stays are over a foot long, and we wouldn’t want the rack to shift by an inch or more with a moderate side load (as you’d find when going around corners).
Porteur racks also have a lot more metal. I’ve been building them with 4′ rack circumference (this is a roughly 14″ by 10″ platform), 4 cross members (10″ each), and two staysper side (around 15″ each). That is about 148″ linear inches of metal. One made with 3/8 x 0.035″ tubing would have about 25oz (still under 2lbs) of steel.
You can optimize the weight be mixing and matching tubing. The circumference can be made with 3/8 x 0.028″ tubing and still handle most loads. 3/8″ x 0.035″ tubing makes sense on the stays to minimize side deflections. The cross members can probably be made with 5/16 x 0.028″ since they aren’t that long and each cross member doesn’t carry a lot of weight. By mixing and matching we can get the weight down to 21oz (4oz savings)without compromising the integrity of the rack.
Recommendations
-
1/4″ or 5/16″ for handlebar bag racks (5/16″ if you plan to zip tie a basket to the rack or carry heavier loads)
-
3/8″ for heavy duty porteur racks
-
5/16″ for cross members on porteur racks or lighter duty porteur racks
If I were starting out I think I’d get a 5/16″ tubing bender. 5/16″ is a good balance of being big enough to make moderate duty porteur racks and cargo racks (Bruce Gordon racks are 5/16″) and 5/16″ x 0.028″ is light enough to make a decent handlebar bag rack. The benders are cheaper too, a Ridgid 405 5/16″ bender is about $60, while the Ridgid 506 3/8″ and Swagelok 3/8″ benders are about $200ea (Ridgid also makes a cheaper 406 3/8″ bender, but I don’t know how well it performs with cromoly steel).
You can go too flexible. Rory and I built a handlebar bag rack for his bike out of 1/4 x 0.028″ tubing. The stays connect to the fork dropouts and the bag connects just to the rack. It works, but he says that it is pretty flexible with heavy loads. I think that we’d both use 5/16″ tubing if we were building it again. We’re going to build a couple of small porteur racks with 5/16″, and I’ll report back on how that works once they are done.

Tubing Sources
It’s hard to find tubing in these dimensions in the US. I know of two reliable sources, Aircraft Spruce and Dillsburg Metal. Aircraft Spruce has much easier ordering (you can order online), but Dillsburg is a bit cheaper, especially if you need high quantities.
I’m going to be away for about a week, so it’ll be a little while before the next entry. Leave comments or email me if you have any requests. I know this one didn’t have the interesting photos, next week we’ll be back to photo oriented entries.